Contamination is the single greatest cause of failure in fiber optic networks, responsible for over 85% of physical layer issues. In high-speed 400G and 800G environments, even a microscopic 5-micron dust particle can introduce sufficient loss to halt an entire link. Technicians must eliminate guesswork. This comprehensive guide provides the definitive, zero-failure 7-Step Protocol for how to clean a fiber optic connector. By following this rigorous Inspect-Clean-Inspect workflow and adhering to IEC 61300-3-35 standards, you will guarantee clean end-faces, preserve signal integrity, and protect your significant investment in high-performance optics and connectivity solutions.
Why Zero Tolerance for Contamination is Mandatory in 400G+ Networks
In the past, legacy 1G/10G links could often tolerate minor end-face contamination. Today, the physics of high-speed optical transmission has changed the rules entirely. Modern high-bitrate signals, particularly those utilizing coherent optics or high-order modulation schemes, operate within incredibly tight power budgets and narrow optical windows, making them hypersensitive to any physical obstruction. The integrity of the physical layer is paramount to the successful deployment of high-speed solutions like those offered by PHILISUN.
The Cost of Contamination: Insertion Loss and Back Reflection
When contaminants rest on the ferrule end-face, they create an air gap that scatters and reflects the light signal. This process imposes heavy penalties on network performance:
- High Insertion Loss (IL): This is the measured decrease in optical power across the connection. A dirty end-face absorbs and deflects the light, directly weakening the signal. In tightly budgeted data center links, just 0.5dB of unanticipated loss can trigger link failure. High-density MPO systems, which rely on multiple parallel fibers, are particularly vulnerable; a single dirty fiber in an MPO-12 array can ruin the performance of the entire trunk.
- High Back Reflection (Return Loss – RL): Light bouncing back into the laser source (transceiver) creates instability and, over time, can permanently damage the sensitive laser diode components (VCSELs or DMLs). This damage can be gradual, leading to intermittent failures, or catastrophic, requiring immediate, expensive hardware replacement.
The cost of a dirty connection is not just a weakened signal; it is the time and revenue lost when a highly compensated technician must spend hours troubleshooting a failure that could have been prevented with a one-second cleaning process. The average cost of data center downtime can exceed $5,000 per minute; professional cleaning is the cheapest insurance available.
The Scientific Standard: Decoding IEC 61300-3-35 Acceptance Zones
The International Electrotechnical Commission (IEC) standard 61300-3-35 defines the mandatory acceptance criteria for fiber end-face quality. For ultra-performance networks, technicians must understand and adhere to the four critical zones defined by this standard:
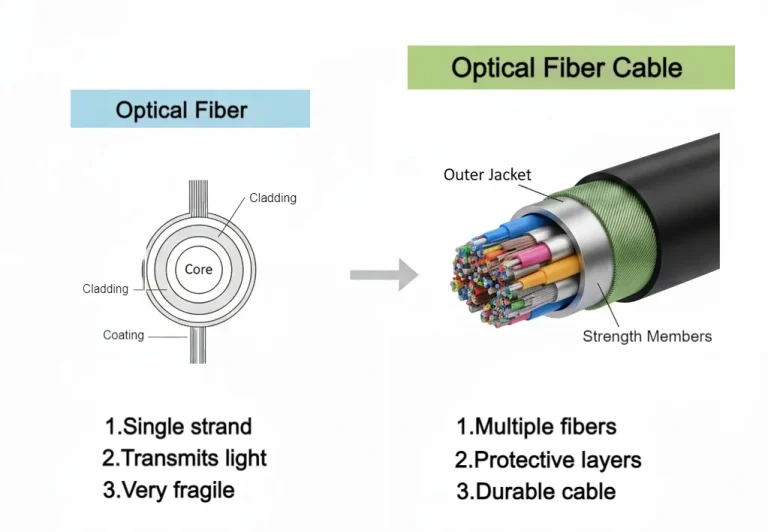
- Core Zone (0 to 25 µm): This is the most critical area where the light signal travels. Zero defects are permitted. Any particle here causes massive, immediate signal loss and back reflection.
- Cladding Zone (25 to 65 µm): Surrounds the core. Contamination here can scatter light and increase back reflection noise. Only small, low-count defects are allowed.
- Adhesive Zone (65 to 130 µm): The area where the fiber is bonded to the ferrule. Contamination here is generally acceptable, as it is outside the light path, but excessive debris may be dragged into the cladding/core zones upon mating.
- Contact Zone (130 to 250 µm): The outer rim of the ferrule. Minor debris here is acceptable, but significant contaminants risk being dragged into the core zone upon mating.
Adherence to this four-zone standard is not optional—it is the only way to certify a fiber connection as fit for service. Modern automated inspection scopes provide instant Pass/Fail results based on these criteria, eliminating human error.
The Core Principle: The Inspect-Clean-Inspect Workflow
The Inspect-Clean-Inspect (ICI) workflow is the fundamental protocol that differentiates professional technicians from amateurs. Never clean blindly.
Step 1: Pre-Cleaning Inspection & Documentation
Before touching the connector, you must use a calibrated fiber inspection microscope or probe.
- Process: Connect the end-face to the scope and capture an image.
- Evaluation: Analyze the captured image against the IEC 61300-3-35 acceptance criteria. If the image passes, the job is done—do not clean it. If it fails, proceed to cleaning.
- Why It Matters: Inspection prevents a technician from wasting time and consumables on a clean connector, and more importantly, it prevents them from accidentally introducing debris via a contaminated tool. It also serves as mandatory documentation for fault reporting.
Why Cleaning a Pre-Damaged Ferrule is Futile (Pitting & Scratching)
Inspection also reveals permanent damage that cleaning cannot fix. If the end-face shows evidence of deep pitting, chipping, or non-concentric scratches (often caused by mating a dirty connector), the connector is unusable.
- Pitting: Tiny craters caused by high-power light burning debris onto the end-face.
- Scratching: Caused by aggressive or dry wiping, or by using abrasive or cheap cleaning materials.
Attempting to clean a permanently damaged connector only wastes time and contaminates your cleaning tools. The damaged patch cord or pigtail must be retired and replaced immediately. When seeking a replacement, ensure the new patch cord adheres to the highest industry standards, guaranteeing the best possible end-face geometry and polish.
Method 1: The Dry Cleaning Procedure (The Fastest Solution)
Dry cleaning is the first line of defense for light contamination, especially loose, airborne dust particles. It is the fastest, most portable, and ideal method for quick field maintenance and port cleaning.
Dry Cleaning Physics: How Click-Type Cleaners Work
Modern click-type fiber optic cleaning pens utilize an ultra-fine microfiber or lint-free woven material housed within the barrel. When the plunger is clicked, the fabric is rapidly advanced and rotated across the ferrule end-face in a controlled, non-abrasive motion.
- Mechanism: This mechanical action safely lifts and traps loose particulate matter, transferring the debris onto a fresh, non-abrasive surface inside the tool.
- The Benefit: Since the process is dry, there is zero risk of residue or required evaporation time, making it the most efficient method for quick cleaning.
Step-by-Step Guide to Using Click-Type Cleaning Pens (LC/SC)
PHILISUN’s high-performance fiber connectivity requires the use of specialized cleaning pens:
- Select the Pen: Choose the appropriate cleaning pen for your connector type (e.g., 1.25mm tip for LC/MU, 2.5mm tip for SC/FC).
- Preparation: Remove the protective cap. If cleaning a port (bulkhead), ensure the laser is disabled or disconnected before insertion.
- Insertion and Activation: Gently insert the cleaning tip into the port or over the patch cord ferrule. Press the plunger firmly until you hear the audible “click.” This single action advances the cleaning tape and cleans the ferrule. Do not click repeatedly.
- Immediate Re-Inspection (ICI): Use the inspection scope to verify IEC 61300-3-35 compliance. If contaminants persist, proceed to the wet cleaning method.
Method 2: The Wet Cleaning Procedure (For Residue and Film)
The wet cleaning method is mandatory for removing sticky films (like oil, fingerprints, and residual solvents) that dry cleaning cannot lift.
The Chemistry Check: Why Standard IPA is a Network Risk
Traditional isopropyl alcohol (IPA) often contains water and can leave a non-volatile “halo” residue upon evaporation. This residue acts like glue, attracting and trapping new dust particles, causing the connector to fail again shortly after cleaning. Furthermore, some plastic ferrule materials can be negatively affected by unapproved chemicals.
- Actionable Step: Always use approved, filtered, non-residue fiber optic cleaning solvents designed to evaporate cleanly and dissolve oily film. These specialized solvents are the only safe choice for high-performance networks.
The “One-Swipe-Dry” Technique to Prevent Residue
This method is crucial for ensuring the solvent itself does not become a contaminant source.
- Dispense Solvent: Apply a single drop of approved, non-residue solvent to a lint-free, high-purity fiber cleaning wipe or cleaning stick. Do not soak the wipe.
- The Wet Swipe: Place the ferrule onto the damp part of the wipe. With moderate, firm pressure, drag the ferrule in a single, straight line across the wet area. The solvent dissolves the film.
- The Immediate Dry Follow-up: Without lifting the ferrule, immediately continue the movement onto a completely dry section of the same wipe. This action absorbs the solvent and dissolved contaminants before the residue can set.
- Discard: Immediately discard the wipe. Never reuse a cleaning surface.
Specialized Challenge: Cleaning MPO/MTP High-Density Arrays
MPO (Multi-fiber Push On) and MTP (Mechanical Transfer Pull) connectors are the backbone of 400G and 800G infrastructure, housing 8, 12, or 24 fibers in a single assembly. Cleaning these connectors requires highly dedicated tools and a refined protocol.
Why MPO Guide Pin Cleaning is a Hidden Failure Point
MPO ferrules rely on precision guide pins and corresponding bores for perfect alignment across the entire fiber array. Debris trapped within the guide pin bores will prevent the pins from seating completely, leading to physical misalignment of the fiber cores even if the end-face appears clean. This misalignment immediately results in unacceptable insertion loss across multiple channels.
- MPO Cleaning Protocol: You must use specialized MPO cleaning cassettes or stick cleaners that have a wide fabric surface designed to sweep the entire rectangular array simultaneously. For the guide pins themselves, specific narrow cleaning sticks should be used to gently clean the bores, often with a dedicated drop of non-residue solvent.
Actionable Step: Protecting your high-value MPO/MTP links is critical. To ensure maximum stability and reliability across all channels, verify the end-face quality and polish of your MPO/MTP Patch Cords upon delivery. High-quality cords minimize the risk of micro-scratches that attract debris.
Troubleshooting and Preventing Recurrence: Field Failure Analysis
If you have followed the “Inspect, Clean, Inspect” rule and the end-face still fails the IEC standard, consider the following common issues and data analysis points:
Common Mistakes and Recurrence
- Re-using a Dirty Surface: The most frequent error is re-using a cleaning pen tip or wipe section that is already contaminated. You must advance the cleaning tape or move to a fresh section of the wipe every single time.
- Air Dusters: Never use canned air (dusters) on a fiber end-face. The propellant can contain moisture or non-volatile chemicals that spray residue directly onto the core zone.
- Forgetting the Bulkhead: Always clean the inside of the adapter/bulkhead using a stick-type cleaner before re-inserting the clean patch cord, as the female side of the connection is a prime source of latent debris.
Case Study: 5 Micron Particle Impact on a Single-Mode Link (Simulated Data)
Consider a standard single-mode patch cord (9 µm core) designed for a 100G LR4 link with a maximum allowable Insertion Loss (IL) of 0.5 dB per connection.
| Contaminant Size & Type | Location | Insertion Loss (IL) Impact | Back Reflection (RL) Impact | Outcome & Cost |
| Clean Ferrule | N/A | < 0.25 dB | > 50 dB | PASS (Optimal Performance) |
| 5 µm Dust Particle | Core Zone | 0.8 dB – 1.5 dB | 25 dB – 35 dB | CRITICAL FAIL (Link Shut Down, immediate troubleshooting needed) |
| Oil Film (Haze) | Core/Cladding | 0.4 dB – 0.8 dB | 30 dB – 40 dB | MARGINAL FAIL (Intermittent Errors/FEC, hard to diagnose) |
| Pitting Damage | Core Zone | 0.5 dB – 1.0 dB | 28 dB – 30 dB | PERMANENT FAIL (Connector must be replaced, cost of new component) |
This simulated data clearly demonstrates that contamination far smaller than the eye can perceive will immediately push the connection outside the acceptable loss budget, leading to the failure of multi-million-dollar AI clusters or data center fabrics. This is precisely why the critical tolerance of PHILISUN’s 400G and 800G AOCs and Transceivers demands a zero-contamination environment.
Ensure Permanent High Performance: Choose PHILISUN Pre-Tested Connectivity
The most effective protection against failure is choosing high-quality components. Superior ferrules, like those used in PHILISUN products, maintain their physical integrity longer, drastically reducing the risk of scratching and pitting caused by routine maintenance. Secure your network infrastructure with PHILISUN High-Speed Connectivity Solutions. Our commitment to manufacturing quality—from the fiber end-face polish to housing robustness—ensures your network operates with maximum uptime and performance, minimizing emergency field fixes.